Autor: Andre Adrian
Version: 11nov2014
Was ist der Unterschied zwischen einer CNC Fräse und einem
3D-Drucker? Der Werkzeugkopf. Einmal eine Fräse, d.h. ein
Elektromotor mit einem scharfen Messer, im anderen Fall ein
Heizelement mit Materialvorschub. Die Mechanik einer Fräse ist
stabiler. Der Autor versucht durch kräftigen Ideenklaub bei Reprap
und Co. und durch eigenes scharfes Nachdenken zum Bauteilepreis
eines 3D-Druckers die Positioniergenauigkeit und die
Fahrgeschwindigkeit einer CNC-Fräse zu erreichen. Nach seiner
Meinung hat die 3D-Drucker Fangemeinde frischen Wind in den
Mechatronik DIY Bereich geblasen. Kein 3D-Drucker Benutzer würde
heute an seinem Gerät eine Parallelport-Schnittstelle akzeptieren.
Im Bereich der Selbstbau-CNC Fräsen ist man mit MS-DOS und
Centronics-Schnittstelle noch auf dem technischen Stand des
letzten Jahrtausends. Die hier vorgestellte DIY CNC Maschine wurde
"Zahnstängli" genannt. Einmal weil es diesen Namen bei Google noch
nicht gab und zweitens weil "E Zahnstängli kost nit viel" gut
klingt. Hier die Übersetzung für die Norddeutschen: Eine
Zahnstange kostet nicht viel. Der Fahrweg von Zahnstängli ist
350mm in X-Richtung, 350mm in Y-Richtung und 200mm in Z-Richtung.
Die Abmessungen sind Länge 520mm, Breite 520mm und Höhe 560mm.
Leistungsaufnahme ist 100W für die Steppermotoren plus die
Leistungsaufnahme des Fräsmotors.
|
|
|
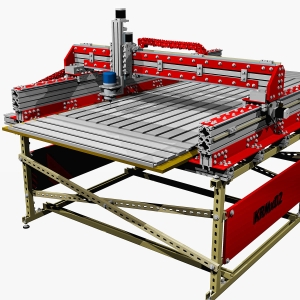
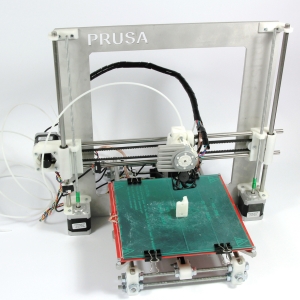
Von links nach rechts: Chinesische Portalfräse 3020 mit
Spindelantrieb, Kronos Robotics KRMx02 Portalfräse mit
Zahnstangenantrieb, 3D-Drucker Reprap Prusa i3 mit
Zahnriemenantrieb.
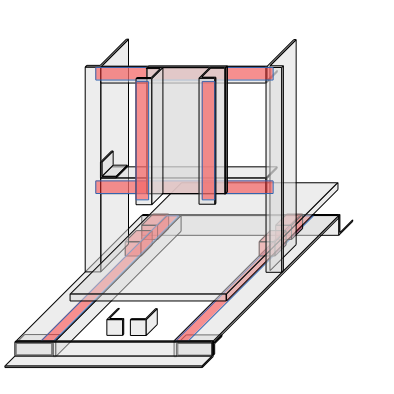
Jede Bewegung ist eine Bewegung gegenüber einem festen Punkt. Bei
CNC-Maschinen ist der feste Punkt der Tisch und die Bewegung wird
von dem Schlitten ausgeführt. Um eine Bewegung in mehrere
Richtungen auszuführen wird der bewegliche Punkt (Schlitten) der
ersten Achse zum festen Punkt (Tisch) der zweiten Achse. Eine
CNC-Maschine mit einer Achse hat den typischen Aufbau der
Werkzeugkopf ist stationär und das Werkstück wird auf einem
Schlitten hin- und herbewegt. Bei zwei Achsen ist die übliche
Lösung der Kreuztisch. Wieder ist der Werkzeugkopf stationär und
das Werkstück wird in zwei Richtungen bewegt. Dabei sitzt der
Y-Tisch auf dem X-Schlitten. Eine CNC-Maschine mit drei Achsen ist
üblicherweise eine Portalfräse. Hier ist das Werkstück stationär.
Für eine Bewegung in X-Richtung fährt das ganze Portal bestehend
aus Y-Tisch, Y-Schlitten, Z-Tisch, Z-Schlitten und Werkzeug. Für
die Y-Bewegung fährt der Y-Schlitten, Z-Tisch, Z-Schlitten und das
Werkzeug und die Z-Bewegung wird von Z-Schlitten und Werkzeug
ausgeführt. Die bewegte Masse einer Portalfräse ist in X-Richtung
am höchsten und in Z-Richtung am geringsten. Aus diesem Grund
werden bei einer Portalfräse oft zwei X-Motoren eingesetzt. Die
kleine Portalfräse 3020 hat nur einen Spindelmotor für die
X-Achse. Die "Holztüren" CNC-Fräse KRMx02 hat zwei X-Motoren.
Bei einem 3D-Drucker bewegen sich Werkstück und Werkzeugkopf. Der
X-Tisch und der Z-Tisch sind stationär. Der X-Schlitten bewegt das
Werkstück und der Z-Schlitten bewegt Y-Tisch, Y-Schlitten und
Werkzeug. Der 3D-Drucker Reprap Prusa i3 hat zwei Z-Motoren.
Bei einer CNC-Maschine können auch der X- und Y-Tisch stationär
sein. Der X-Schlitten bewegt das Werkstück und der Y-Schlitten
trägt Z-Tisch, Z-Schlitten und Werkzeug. Ein normaler Drucker
arbeitet so. Das Blatt Papier ist das "Werkstück" welches durch
Gummirollen in X-Richtung bewegt wird. Das Werkzeug, der
Druckkopf, wird über einen Zahnriemenantrieb in Y-Richtung bewegt.
Aus Kostengründen erhält Zahnstängli nur einen Motor pro Achse.
Die Z-Achse wird als einzige Achse gegen die Schwerkraft bewegt.
Die geringste bewegte Masse für die Z-Achse ergibt sich wenn der
X- und Y-Tisch stationär sind. Dann muss der Z-Tisch nur den
Z-Schlitten und das Werkzeug tragen.
Der Werkzeugkopf einer CNC-Fräse führt Bewegungen in X, Y und Z
Richtung aus. Jede dieser Achsen benötigt einen Antrieb welcher
die Drehbewegung des Motors in eine Linearbewegung des
Werkzeugkopfes umsetzt. Linearmotor-Antriebe welche aus
elektromagnetischer Kraft direkt eine Linearbewegung erzeugen
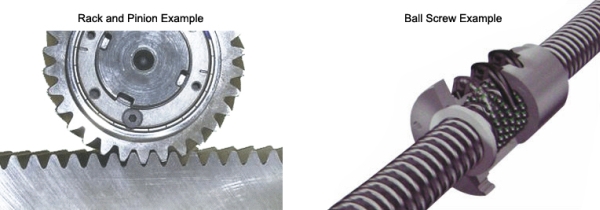
werden hier nicht besprochen. Als Antriebe sind Spindel,
Zahnstange und Zahnriemen bei CNC-Fräsen üblich. Der Seilantrieb
einiger 3D-Drucker ist eine Zahnriemen-Variante.
|
|
Bild links: Zahnstange und Stirnrad; rechts: Spindelschraube und
Spindelmutter
Bis heute hat weder der Spindelantrieb den Zahnstangenantrieb
verdrängt, noch umgekehrt. Beide Antriebe haben ihre typischen
Anwendungsgebiete. Pro Umdrehung des Antriebsmotors legt ein
Spindelantrieb eine Strecke von 5mm bis 20mm zurück. Dieses
Übersetzungsverhältnis von Spindelschraube zu Spindelmutter
erlaubt es oft auf ein Getriebe zu verzichten. In der
Holzverarbeitung werden oft ganze Türblätter mit einer CNC-Fräse
bearbeitet. Bei Fahrwegen von 2,5m ist der Spindelantrieb nicht
mehr geeignet. Torsionskräfte in der Spindel führen zu
Oszillationen. Die Spindel hat eine ausgeprägte Resonanzfrequenz.
Bei dieser Frequenz ist die Positioniergenauigkeit schlecht und
die Radialbewegung der Spindelschraube sorgt für erhöhten
Spindellagerverschleiss. Der Zahnstangenantrieb ist für beliebig
lange Fahrwege geeignet. Eine Zahnradbahn kann als 1-Achs CNC
Maschine mit Zahnstangenantrieb betrachtet werden. Die Zahnstange
ist am Boden montiert. Die Lokomotive ist der "Werkzeugkopf"
welcher aus Motor und Stirnrad besteht. Das Zahnradbahn-Beispiel
zeigt einen wichtigen Unterschied beider Antriebe. Beim
Spindelantrieb ist der Motor stationär und die Spindel in
Bewegung. Beim Zahnstangenantrieb ist die Zahnstange stationär und
der Motor in Bewegung. Eine CNC-Fräse die nur Spindelantriebe
besitzt benötigt eine Energiekette weniger als eine CNC-Fräse mit
nur Zahnstangenantrieb.
Zwischen Stirnrad und Zahnstange gibt es keine Untersetzung, der
Umfang des Stirnrades wird auf die Zahnstange abgerollt. Ein
Getriebe zwischen Motor und Stirnrad ist deshalb nötig, oder der
Antriebsmotor muss überdimensioniert werden.
Jedes Getriebe erzeugt Verluste. Bei dem Zahnstangenantrieb ist
das Getriebe deutlich zu sehen. Bei dem Spindelantrieb steckt das
Getriebe "unsichtbar" in der Spindelmutter. Sehr gute
Spindeltriebe mögen eine Kraftübertragung von 95% haben und sehr
schlechte Zahnstangenantriebe nur 75%. Realistischer ist aber 80%
Kraftübertragung bei 5:1 Getrieben für Zahnstangen und 85% bei
Spindelantrieben der mittleren Preisklasse anzunehmen.
Billig-Spindelantriebe aus Gewindestange und Kunststoff-Mutter und
Billig-Zahnstangenantriebe aus Kunststoff-Stirnrad mit
Kunststoff-Zahnstange dürften beide die Kraftübertragung in den
Bereich von 50% und weniger bringen.
Servo-Motor oder Schrittmotor ist die zweite Frage beim Thema
Antrieb. Aus Kostengründen wurde bei Zahnstängli nur
Schrittmotor-Antrieb betrachtet. Als clevere CNC-Maschine hat
Zahnstängli den Nullpunktsensor für jede Achse in der Mitte des
Fahrweges positioniert. Immer wenn der Schlitten über die
Nullposition fährt, wird der Positionszähler in der CNC Steuerung
für diese Achse auf null gesetzt. Wenn nun der Schrittmotor
"Schritte verliert" bleibt dies nicht als Fehler bis zum Ende des
Fräsvorganges erhalten, sondern nur bis zum nächsten Überfahren
der Nullposition. Solche "Kalibrierfahrten" können an passenden
Stellen im Fräsprogramm platziert werden, wenn sonst die
Nullposition nicht häufig genug überfahren wird.
Zahnstängli benutzt Getriebe-Schrittmotoren mit Zahnstange für
alle drei Achsen. Es gibt deutlich mehr Anbieter für
Schrittmotoren ohne Getriebe sowie für Spindeln. Aber eine Spindel
ist deutlich teurer als eine Zahnstange plus Getriebe, besonders
wenn der Schrittmotor schon ab Hersteller mit Getriebe
ausgestattet wird. Eine Zahnriemen-, oder Seilzug-Lösung wurde
nicht weiter betrachtet. Der Autor kann sich einfach nicht
vorstellen das mit "Gummi und Gewebe" die nötige
Positioniergenauigkeit erreicht werden kann.
Der Motorwinkel besteht aus einem L-Profil. Ein 19mm Loch muss
gebohrt werden. Die Abmessungen von Steppermotorachse und
Stirnzahnrad empfehlen eine Materialstärke des Motorwinkes von
2mm, für bessere Stabilität wurde 3mm gewählt.
 |
 |
 |
 |
 |
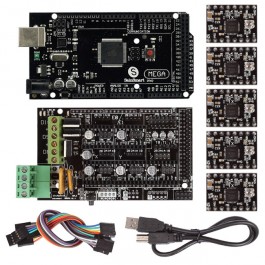
Bilder von links nach rechts: Netzteil 100W 24V; Steuerung
Arduino 2560 mit RAMPS 1.4 Shield und A4988 Steppermotor-Treibern;
Steppermotor NEMA14 mit Getriebe; Stirnzahnrad mit Nabe;
Zahnstange
Netzteil Kennwerte:
| Type |
EN 100-24 |
| Ausgangs-Spannung | 24VDC |
| Ausgangs-Nennstrom | 4,5A |
| Nennleistung | 100W |
| Eingangsspannung | 115/230VAC |
| Eingangsfrequenz | 50/60Hz |
| Gewicht | 0,66Kg |
| Abmessungen L x B x H | 98 x 197 x 38 mm |
| Artikelnummer | 940100 10024 |
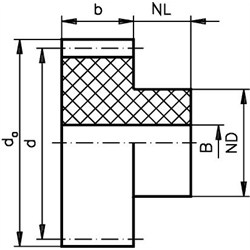
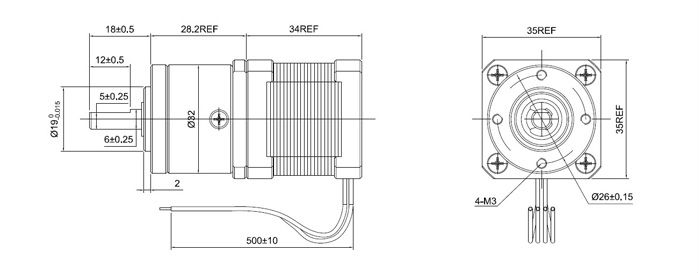
Zeichnung links: Stirnzahnrad; Zeichnung rechts:
Getriebe-Steppermotor
 |
 |
| Artikel | Menge | Zähnezahl | b [mm] |
da [mm] |
d [mm] |
NL [mm] |
ND [mm] |
BH7 [mm] |
zul. MD [Ncm] |
Gewicht [g] |
|---|---|---|---|---|---|---|---|---|---|---|
| 21401700 | 17 | 10 | 19 | 17 | 6 | 12 | 6 | 17 | 19 |
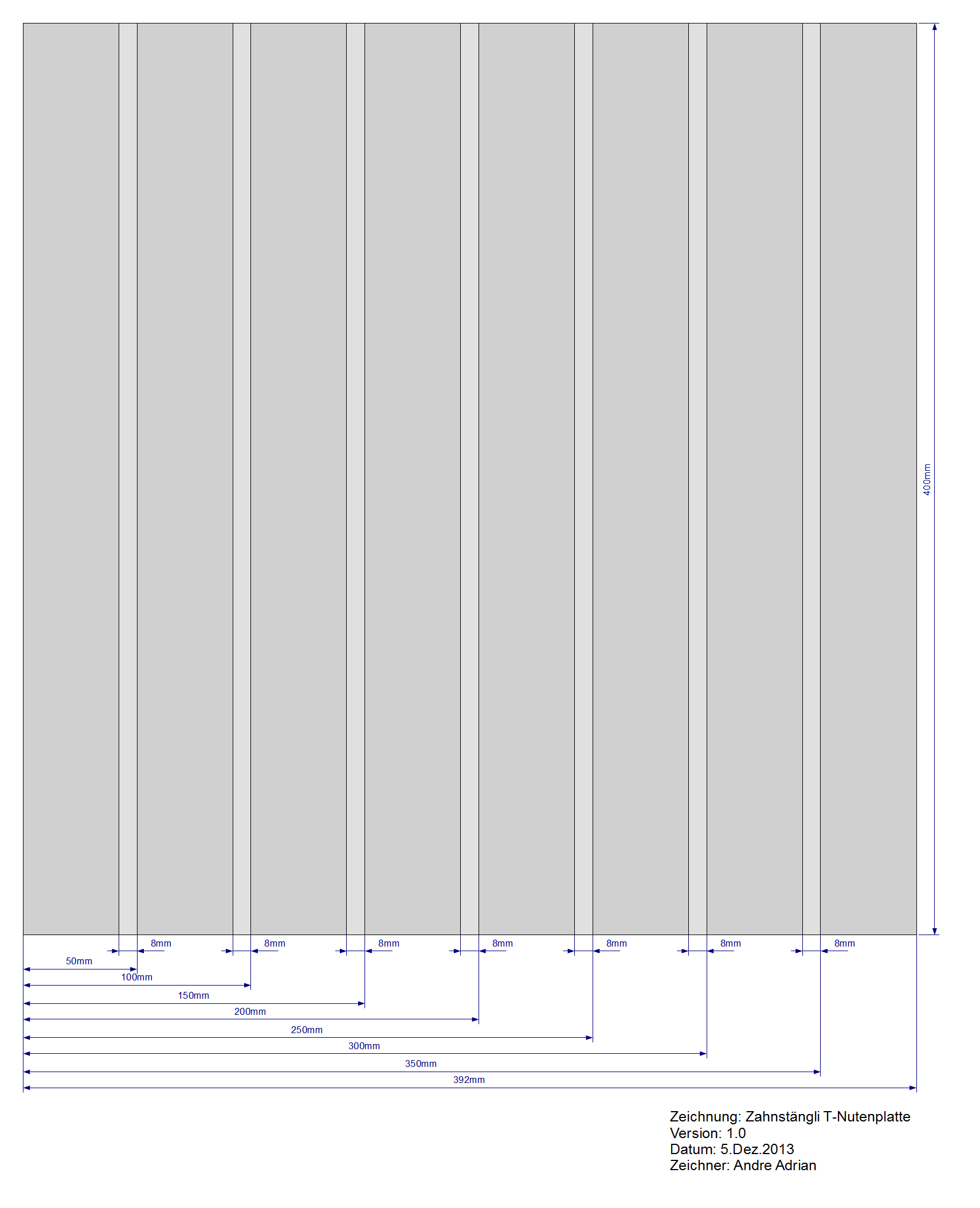
Stückliste Zahnstange Modul 1:
| Artikel | Menge | b [mm] |
ha [mm] |
Nennlänge L [mm] |
Fertigmaß [mm] |
h0 [mm] |
Werkstoff | Gewicht [kg] |
|---|---|---|---|---|---|---|---|---|
| 22460300 | 1,0 | 10 | 10 | 250 | 9,00 | C45KG | 0,17 | |
| 22460500 | 1,0 | 10 | 10 | 500 | 9,00 | C45KG | 0,34 |
|
Dimensionen in mm |
Legierung |
Maße / Anzahl |
|
|---|---|---|---|
| Winkel | |||
| 50 x 40 x 3 | AlMgSi0,5 | mm x Stck. | |
| 40 x 30 x 3 | AlMgSi0,5 | mm x Stck. | |
Linearführungen kosten mehr Geld als Wellen, und die
Linearführungen-Kugellager sind auch teurer als Wellen-Kugellager,
aber der Autor ist der Meinung das sich mit Wellen grundsätzlich
keine große Positioniergenauigkeit erreichen lässt. Hierzu
folgender einfacher Test: Bei einer CNC-Maschine mit Welle den
Schlitten in eine Endposition fahren. Nun versuchen die Welle in
der Mitte des Fahrweges durch Zug oder Druck zu bewegen. Dies ist
fast immer möglich. Nun den gleichen Versuch bei einer
CNC-Maschine mit Linearführung durchführen. Hier gibt es nicht
mehr Welle, Luft, Skelett der Maschine sondern Welle, T-Träger,
Skelett der Maschine oder kurz Stahl, Aluminium, Aluminium. Da ist
schon ein Herkules nötig um irgendetwas um nur 10 Mikrometer zu
verbiegen. Zahnstängli soll günstig sein, aber nicht billig. Die
Linearführung wird mit M4 Schrauben am Skelett bzw. Schlitten
befestigt. Die Kugellager werden mit kurzen M5 Schrauben
angeschraubt. Das Gewinde ist 10mm tief in den Kugellager-Block
geschnitten.
 |
 |
Bild links: Welle mit Böcken und Kugellager; rechts:
Linearführung mit Kugellager.
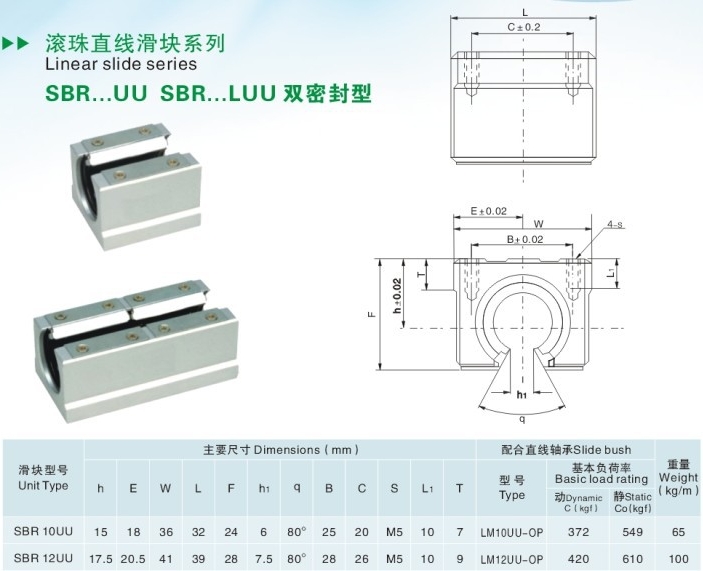
Tabelle Linearführungen:
 |
 |
 |
| Model No. |
Shaft ∅ |
Main Dimensions |
Mounting Dimensions |
||||||||||||
| H |
E |
W |
F |
T |
K |
J |
h1 |
θ | B |
N |
P |
S1 |
S2 |
||
| SBR10 |
10 |
18 |
16 |
32 |
13.5 |
4 |
8.9 |
12.4 |
4.7 |
80° |
22 |
50 |
100 |
4.5 |
M4 |
| SBR12 |
12 |
19 |
16 |
32 |
13.5 |
4 |
8.9 |
12.4 |
4.7 |
80° |
22 |
25 |
100 |
4.5 |
M4 |
Im Automobilbau ist die selbsttragende Karosserie schon lange
Standard. Im Maschinenbau wird oft noch ein Skelett aus tragenden
Teilen konstruiert welches später mehr oder minder verkleidet
wird. Zahnstängli bekommt aus Kostengründen keine Verkleidung,
deshalb muss das Skelett die nötige Statik liefern.
Im Bereich der CNC-Fräsen werden gerne Aluminiumprofile mit Nuten
verwendet um ein Skelett in kurzer Arbeitszeit zu errichten.
Profil ab längen, Verbindungselemente in die Nuten schieben,
festschrauben und fertig. Im DIY Bereich ist es sinnvoll
Arbeitszeit gegen Materialkosten zu tauschen. Deshalb wird
Zahnstängli aus Blechen, Flachstangen, L- und U-Profilen gebaut.
Anstelle von Verbindungselementen werden Winkel aus passend ab
gelängten L-Profilen benutzt. Um doch etwas Arbeitszeit zu sparen,
und vor allen Dingen um saubere Schnitte zu bekommen, wird das
Halbzeug fertig zugeschnitten bestellt. Vom Lieferanten wird eine
Genauigkeit von 1mm bei der Schnittlänge erwartet. Durch die
gewählte Produktionsmethode sollte sichergestellt sein, dass die
gelieferte Genauigkeit des Halbzeugs genügt um am Ende die
gewünschte Genauigkeit von deutlich besser als 1mm
Positioniergenauigkeit zu erreichen.
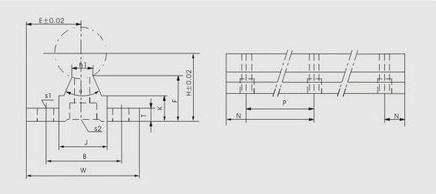
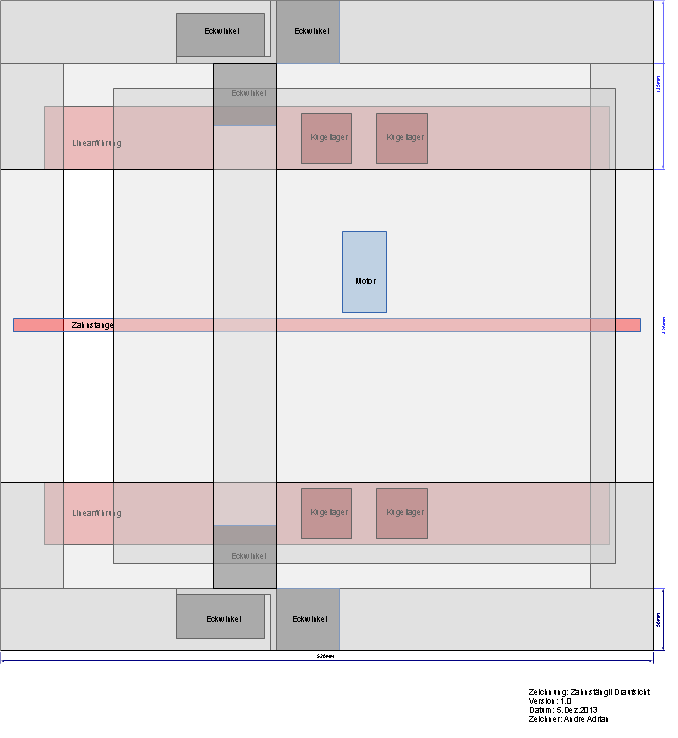
Das Skelett besteht aus dem X- und dem Y-Tisch welche fest
miteinander verbunden sind. Die beiden Tische bestehen aus Rahmen.
Jeder Rahmen besteht aus zwei L-Profilen und zwei U-Profilen. Die
L-Profile sind längs des Tisch-Fahrweges angeordnet, die U-Profile
quer. Der X-Rahmen ist teilweise mit Aluminumblech beplankt. Die
Bleche im X-Rahmen halten den Abstand zwischen X-Linearführung und
Y-Rahmen konstant. Der Y-Rahmen wird jeweils mit zwei Eckwinkel am
X-Rahmen befestigt.
Die Stabilität der Profil Rahmen gegen Kräfte aus allen Richtungen
ergibt sich aus der Konstruktion. Wird z.B. Druck auf zwei
gegenüberliegende Ecken des Rahmens ausgeführt, dann kann der
Rahmen nicht zu einem Parallelogramm verformt werden. Damit ein
Parallelogramm entsteht müssen zwei Eckwinkel ihren Winkelwert
verkleinern und zwei Eckwinkel ihren Winkelwert vergrößern. Damit
der Winkel kleiner wird, muss sich nur der Eckwinkel verformen.
Das Vergrößern des Winkels verlangt aber eine Verformung des
Winkels und der L-Profile welche ja über den Winkel hinausgehen.
Der Rahmen ist außen wie innen ein Rechteck. Die Stahlschrauben
welche die Eckwinkel und die L-Profile verbinden dürften auch eher
das Aluminium verformen als zu reißen.
Zeichnung Skelett-Draufsicht (X-Tisch):
 |
 |
|
Dimensionen in mm |
Legierung |
Gesamt- gewicht |
Maße / Anzahl |
|
|---|---|---|---|---|
| Winkel | ||||
| 100 x 40 x 6 | AlMgSi0,5 | 2,25 kg | mm x Stck. | |
| 80 x 40 x 4 | AlMgSi0,5 | 1,35 kg | mm x Stck. | |
| 40 x 40 x 3 | AlMgSi0,5 | 0,20 kg | mm x Stck. | |
| 30 x 30 x 3 | AlMgSi0,5 | 0,27 kg | mm x Stck. | |
| 40 x 40 x 5 | AlMgSi0,5 | 0,90 kg | mm x Stck. | |
| 40 x 40 x 5 | AlMgSi0,5 | 1,07 kg | mm x Stck. | |
 |
|
Dimensionen in mm |
Legierung |
Gesamt- gewicht |
Maße / Anzahl |
|
|---|---|---|---|---|
| Flachstangen | ||||
| 40 x 4 | AlMgSi0,5 | 1,08 kg | mm x Stck. | |
| 50 x 4 | AlMgSi0,5 | 0,45 kg | mm x Stck. | |
| Rechteckrohre / Vierkantrohre | ||||
| 30 x 10 x 2 | AlMgSi0,5 | 0,48 kg | mm x Stck. | |
| 30 x 10 x 2 | AlMgSi0,5 | 0,65 kg | mm x Stck. | |
| Bleche / Platten | ||||
| 6 |
AlMg4,5Mn | 2,62 kg | mm x mm x Stck. | |
|
Dimensionen in mm |
Legierung |
Gesamt- gewicht |
Maße / Anzahl |
|
|---|---|---|---|---|
| Rechteckrohre / Vierkantrohre | ||||
| 40.0 x 15.0 x 2.0 | AlMgSi0,5 | 0,37 kg | mm x Stck. | |
| Bleche / Platten | ||||
| 5 |
AlMg4,5Mn | 0,86 kg | mm x mm x Stck. | |
|
Dimensionen in mm |
Legierung |
Gesamt- gewicht |
Maße / Anzahl |
|
|---|---|---|---|---|
| Bleche / Platten | ||||
| 5 |
AlMg4,5Mn | 0,85 kg | mm x mm x Stck. | |
Aus Kostengründen hat Zahnstängli nur einen Werkzeughalter für
20mm Fräsen. Natürlich lassen sich Werkzeughalter für 43mm
(Euronorm) oder 52mm (Fräsmotoren) am Z-Schlitten befestigen.
Proxxon liefert eine 40W und eine 100W Fräse. Für erste Versuche
sollten diese Fräsen genügen. Allgemein gilt: je stärker der
Fräsmotor umso langsamer. Die beiden Proxxon Fräsen jaulen mit
maximal 20000 Umdrehungen pro Minute.
 |
 |
Bild oben: Proxxon Micromot 50/E, 40W bei 18V Gleichspannung.
Bild unten: Proxxon IBS/E, 100W bei 230V Wechselspannung.
 |
 |
 |
 |
 |
|
Dimensionen in mm |
Legierung |
Gesamt- gewicht |
Maße / Anzahl |
|
|---|---|---|---|---|
| Flachstangen | ||||
| 25 x 15 | AlCuMgPb | 0,336 kg | mm x Stck. | |
 |
 |
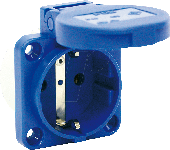 |
Ein Kaltgerätestecker ist der typische Anschluß der Elektronikbox
an das Stromnetz. Ein Schalter, eine Schmelzsicherung und ein
Netzfilter werden mit einem Stecker zu einer praktischer
Komponente vereint. Eine solche
Stecker/Schalter/Sicherung/Netzfilter-Kombination vereinfacht die
230V Verkabelung in der Elektronikbox.
Der Netzfilter verhindert nicht nur das die CNC-Maschine z.B. den
Radioempfang stört, sondern auch das die CNC-Maschine gestört
wird.
 |
 |
Bid links: Netzanschluß mit Schalter, Sicherung und Netzfilter.
Bild rechts: Sicherungshalter.
Leitungen zwischen der Elektronikbox und den Komponenten an der
CNC-Maschine wie Schrittmotoren oder Sensoren können wie Antennen
wirken. Die Leitungen für die Schrittmotoren arbeiten ohne
Entstörung als Sendeantennen, die Leitungen für die Sensoren
wirken als Empfangsantennen. Die Störungen können von der CNC
Maschine selbst produziert werden, d.h. die Abstrahlung der
Schrittmotor-Leitungen stören die Sensor-Leitungen.
Verdrillte Leitungen sind die erste Maßnahme gegen EMI. Der
typische Schrittmotor hat vier Anschlußleitungen. Jede Wicklung
hat zwei Leitungen. Die Leitungen einer Wicklung werden verdrillt.
Das Verdrillen reduziert die Abstrahlung von Gegentaktsignalen.
Bei einem Gegentaktsignal führt eine Leitung immer ein Signal
welches positiver und die andere Leitung ein Signal welches
negativer als der Bezugspegel ist. Das elektromagnetische Feld
beider Leitungen heben sich gegenseitig auf.
Verdrillte Leitungen helfen bei Gegentaktsignale.
Gleichtaktsignale werden mit einer stromkompensierten Drossel oder
CMS-choke (common mode suppression choke) unterdrückt. Eine
CMS-Drossel ist schnell und billig selbst gebaut. Die beiden
Leitungen einer Schrittmotor-Wicklung werden als bifilare Wicklung
auf einen Ferritringkern gewickelt. Für die Frequenzen einer
CNC-Maschine ist das Ferritmaterial 77 geeignet. Ein passender
Ferritring ist FT37-77 für kleine Motoren (NEMA 11, 14). Der
FT50-77 Ferritring ist für größere Motoren (NEMA 17, 23) geeignet.
Leitungen welche aus der Elektronikbox herausführen sollten
kurzschlußfest sein. Bei einem Endsensor wird mit kleinen Strömen
von 10mA gearbeitet, eine Schmelzsicherung ist hier nicht
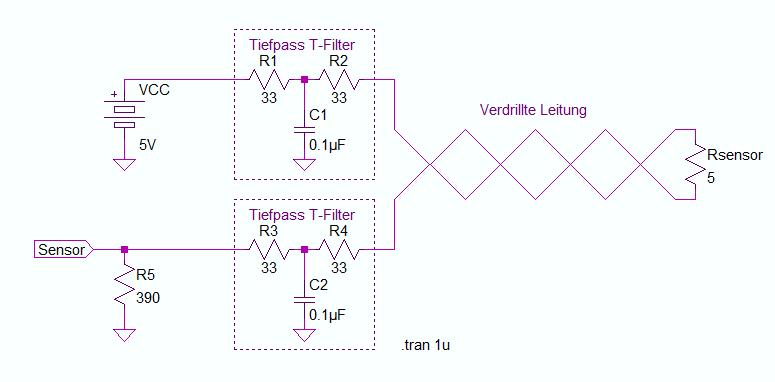
praktisch. Der Kurzschlußstrom wird durch Widerstände begrenzt.
Diese Strombegrenzung kann mit einem Kondensator leicht zu einem
Tiefpass T-Filter erweitert werden.
Ein mechanischer Endschalter wird traditionell als Öffner
angeschlossen. Der Öffner wird zwischen VCC (+5V) und Signal
angeschlossen. Ein Pulldown Widerstand sorgt für einen eindeutigen
Logikpegel wenn der Endschalter öffnet. Damit ein Schalter nicht
oxidiert, soll bei geschlossenem Schalter ein minimaler Strom
fließen. Bei Schaltern mit Goldkontakten sind dies einige
Milliampere, bei Schaltern mit Silberkontakten sind dies einige
Zehn Milliampere. Für Zahnstängli wird der Schleifenstrom auf 10
Milliampere festgelegt. Dies ist nicht zuviel für Goldkontakte,
sollte aber auch Silberkontakte vor Oxidation schützen. Die
VCC-Leitung und die Signal-Leitung werden über einen Tiefpass
T-Filter geführt. Die VCC-Leitung für den Sensor wird dadurch
kurzschlußfest. Beide Leitungen werden durch den Tiefpass
entstört.
Eine Gabellichtschranke ist ein guter Nullpunktsensor. Die drei
Anschlußleitungen sind VCC (+5V), GND (0V) und Signal. Wie bei der
mechanischen Schalter wird VCC und Signal für den Sensor über
einen Tiefpass T-Filter geführt, um die VCC-Leitung kurzschlußfest
zu machen.
 |